Hot and Cold working Processes:
The metal working processes are derived into hot working and cold working processes. The division is on the basis of the amount of heating applied to the metal before applying the mechanical force. Those processes working above the re-crystallization temperature are hot working processes where as the below or termed as cold working processes.


Under the action of heat and force when the atom reach a certain high energy level the new crystal start forming , which is termed as re- crystallization. Re-crystallization destroys the old grain structure deform by the mechanical working and entirely new crystal which are strain free and form.
Re-crystallization temperature is defined as the approximate minimum temperature at which complete re-crystallization of a cold work metal occurs with in a specified time.
Hot working processes.
Hot working of metals takes place above re-crystallization by hot working processes the metal are given desired shape by subjecting then two forces which cause then to undergo plastic deformation at the temperature above the re-crystallization range.
Different hot working processes are as follows:
1: Forging
- Hammer or smith forging
- Drop forging
- Upset forging
- Press forging
- Roll forging
- Swaging
2: pipe welding
- Butt welding of heated strips
- Butt welding of electrical resistance
- Lap welding
- Hammer welding
3: Rolling
4: Piercing
5: Spinning
6: Extruding
7: Drawing or Cupping
Cold working processes:
Below the re crystallization temperature if the mechanical work is done on the metals , there will no grain growth but it must be grain this integration elongation , the process is known is cold working processes. In cold working process greater pressure is required than that required in hot working. As the metal is in a more rigid state. It is not permanently deform until stress exceeds the elastic limit. Most of the cold processes are performed at room temperature , the different cold working processes are
1: Drawing
· Wire drawing
· Tube drawing
· Blanking
· Spinning
2: Sequeezing
· Coining
· Sizing
· Riveting
3: Bending
· Angle bending
· Plate bending
· Roll forming
4: Shearing
>Punching >Blanking
> Trimming > Perforating
>Notching >Launcing
>Slittig
5:Extruding
Difference between Hot rolling and cold rolling processes
|
Hot rolling
|
Cold rolling
|
1: Metal is fed to the rolls after being heated above the recrytallization temperature.
|
1: Metal is fed to the rolls when it is below the recrystallization temperature.
|
2: In general rolled metal does not shows work hardening effect.
|
2: The metal shows the working hardening effect after being cold rolled.
|
3: Co-efficient of friction between two rolls and the stock is higher, it may even caused shearing of the metal in contact with rolls.
|
3: Co-efficient of friction between two rolls and the stock is comparatively lower.
|
4: Experiment measurement are difficult to make.
|
4: Experiment measurement can be carried out easily in cold rolling.
|
5: Heavy reduction in area of the work piece can be obtained.
|
5: Heavy reduction is not possible.
|
6: Mechanical properties are improved by breaking cast structure are refining grain sizes below holes and others, similar deformation in ingot (get welded) and or removed the strength and the toughness of the job should increases.
|
6: Hotness increased excessive cold working greatness crackers ductility of metal reduction. Cold rolling increased the tensile strength and yield strength of the steel.
|
7:Rolls radius is generally larger in siz.
|
7: Rolls radius is smaller.
|
8: Very thin sections are not obtained.
|
8:Thin sections are obtained.
|
9: Hot roll surface has(metal oxide) on it , this surface finish is not good.
|
9: The cold rolled surface is smooth and oxide free.
|
10: Hot rolling is used un ferrous as well as non ferrous metals such as industries for steel , aluminum, copper , brass, bronze , alloy to change ingot into slabs.
|
10: Cold rolling is equally applicable to both plain and alloys steels and non ferrous metals and their alloys.
|
11: Hot rolling is the father of the cold rolling.
|
11: Cold rolling follows the hot rolling.
|
Forging and its types
Forging is the operation where the metal is heated and then a force is applied to manipulates the metals in such a way that the required final shape is obtained. Forging is generally a hot working process through cold forging is used sometimes.
Type of forging
1. smith forging
2. drop forging
3. press forging
4. machine forging
1: Smith forging
This is the traditional forging operation done openly or in-openly dies by the village black smith or modern shop floor by manual hammering or by the power hammer. The process involves heating the stock in the black smith hearth and then beating it over the anvil. To get the desire shape the operator has to manipulate the component in between the blows.
The types of operation available are fullering, flattering, bending , upsetting and swaging.
2: Drop forging
Basic definition:
This is the operation done in closed impression dies by means drop hammer here the force for shaping the component is applied in a series of blows.
Drop forging utilizes a closed impression die to obtain the desire shape of the component , the shaping is done by the repeated hammering given to the material in the die cavity. The equipment use for delivering for blows are called drop hammers. The drop forging die consists of two halves. The lower halve of the die is fixed to the anvil of the machine , while the upper halve is fixed to ram. The heated stock is kept in the lower die, while the ram delivers 4-5 blows on the metal spreads and completely fills in the die cavity. When the two die of halves closed the complete is formed. The typical products obtained in drop forging are cranks, crank shaft, connecting rods, wrench, crane hooks etc. The types of operations are fullering, edging, bending, blocking , finishing and trimming etc.
3: Press forging
Similar to the drop forging , the press forging is also done in closed impression dies with the expectation that the force is continuous squeezing type applied by the hydraulic press. Press forging dies are similar to drop forging dies as also the process in press forging, the metal is shaped not by means of a series of blows as in drop forging , but by means of a single continuous squeezing action. This squeezing is obtained by means of hydraulic presses. Because of the continuous action of by hydraulic presses, the material gets uniformly deform through out its entire depth ,the press forging dies with the various impression , such as fuller, bender and finisher impression properly arranged .
4: Machine forging:
Unlike the press or drop forging where the material is drawn out , in machine forging the material is only upset to get the desire shape. As it involves the upsetting operation some time it is simply called as upset forging. Originally this was develop for making bolts head in a continuous fashion, but now there are fairly large number of diverse.
Uses of this process:
Because of the beneficial grain flow obtain from upsetting. It is used for making gears, blanks, shafts, excels, and similar parts. Upsetting machine called up setter are generally horizontal acting. The die set consists of die and corresponding punch or a heading tool. The die consists of two parts, one called the stationary gripper die which is fixed to the machine frame and the other movable gripper die which moves along with the die slide of the up setter. The stock is held then between these two gripper dies.
The upset forging cycle start with the, movable die sliding against the stationary die to grip the stock. The two dies when in closed position from the necessary die cavity then the heading tool advance against the stock and upset it to completely filled to the die cavity.
Having completed the upsetting the heading tool moves back to its back position. Then the movable gripper die releases the stock by sliding backward. Similar to drop forging it is not possible to get the final shape in a single pass in machine forging also. Therefore the operation is carried out in number of stages. The die cavities is required for the various operations are all arrange vertically on the gripper dies. The stock is the move from stage one to another in proper sequence till the final forging is ready. A heading tool each for every upsetting stage is arranged on the heading slide of the upsetting machine. A typical upsetting die and heading tool is shown:



Forging operations:
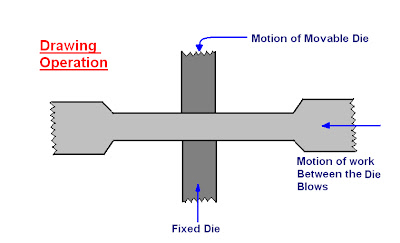
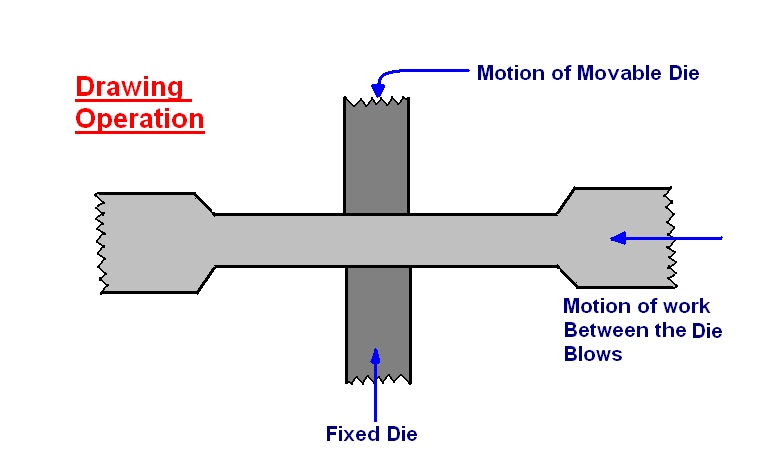
1: Drawing:
This is the operation in which metal gets elongated with a reduction in the cross sedation area. For this, a force is to be applied in a direction perpendicular to the length axis.
2: Up setting:
This is applied to increase the cross seat ional area of the stock at the expanse of the length. To achieve the length of upsetting force is applied in a direction parallel to the length axis, For example forming of a bolt head.

3: Fullering:
It a similar to material cross-section is decreased and length increased. To do this; the bottom fuller is kept in angle hole with the heated stock over the fuller .the top fuller is then kept above the stock and then with the sledge hammer, and the force is applied on the top fuller.


4: Edging:
It is a process in which the metal piece is displaced to the desired shape by striking between two dies edging is frequently as primary drop forging operation.


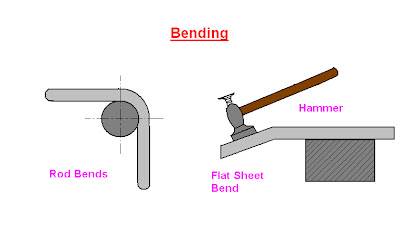
5: Bending:
Bending is very common forging operation. It is an operation to give a turn to metal rod or plate. This is required for those which have bends shapes.

6:Punching:
It is a process of producing holes in motel plate is placed over the hollow cylindrical die. By pressing the punch over the plate the hole is made.


7:Forged welding:
It is a process of joining two metal pieces to increase the length. By the pressing or hammering then when they are at forging temperature. It is performed in forging shop and hence is called forged welding.
8: Cutting:
It is a process in which a metal rod or plate cut out into two pieces, with the help of chisel and hammer, when the metal is in red hot condition.
9: Flating and setting down:
Fullering leaves a corrugated surface on the job. Even after a job is forged into shape with a hammer, the marks of the hammer remains on the upper surface of the job. To remove hammer marks and corrugation and in order to obtain a smooth surface on the job, a flatter or set hammer is used.


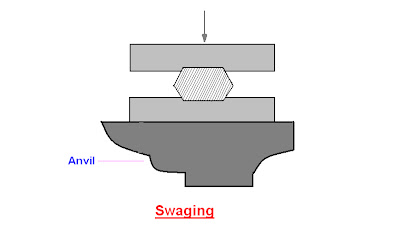
10: Swaging:
Swaging is done to reduce and finish work for desire size and shape, usually either round or hexagonal. For small jobs top and bottom swage pair is employed, where as for large work swage block can be used.
 \
\
 \
\
Forging defects:
Though forging process give generally prior quality product compared other manufacturing processes. There are some defects that are lightly to come a proper care is not taken in forging process design.
A brief description of such defects and their remedial method is given below.
(A): Unfilled Section:
In this some section of the die cavity are not completely filled by the flowing metal. The causes of this defects are improper design of the forging die or using forging techniques.
(B): Cold Shut:
This appears as a small cracks at the corners of the forging. This is caused mainly by the improper design of die. Where in the corner and the fillet radie are small as a result of which metal does not flow properly into the corner and the ends up as a cold shut.
(C): Scale Pits:
This is seen as irregular depurations on the surface of the forging. This is primarily caused because of improper cleaning of the stock used for forging. The oxide and scale gets embedded into the finish forging surface. When the forging is cleaned by pickling, these are seen as depurations on the forging surface.
(D): Die Shift:
This is caused by the miss alignment of the die halve, making the two halve of the forging to be improper shape.
(E): Flakes:
These are basically internal ruptures caused by the improper cooling of the large forging. Rapid cooling causes the exterior to cool quickly causing internal fractures. This can be remedied by following proper cooling practices.
(F): Improper Grain Flow:
This is caused by the improper design of the die, which makes the flow of the metal not flowing the final interred direction.
Rolling:
Rolling is a process where the metal is compressed between two rotating rolls for reducing its cross sectional area. This is one of the most widely use of all the metal working processes. Because of its higher productivity and low cost. Rolling would be able to produce components having cross sectional through out its length. May shape such as itl and channel section are possible , but not very complex shapes.
Rolling is normally a hot working process unless specifically mentions as cold working. The metal is taken into rolls by friction and subsequently compressed to obtain the final shape.
The thickness of the metal that can down into rolls depends on the roughness of the roll surface. Rougher rolls would be able to achieve greater reduction than smoother rolls. The reduction that would be achieve with a given set of roll is designed as the angle of the bite. cold rolling is done bellow the re-crystallization temperature of the metal , hot rolling is done when the metal pieces at uniform working temperature.
Types of Rolling mills
Rolling mills may be classified according to the number and arrangement of the rolls.
(a): Two high rolling mills
(b): Three high rolling mills
(c): Four high rolling mills
(d): Tandem rolling mills
(e): Cluster rolling mills
1: Two high rolling mills
Two high rolling mills may further classified as
· Reversing mill
· Non reversing mill
A two high rolling mill has two rolls only.
Two high reversing mill:
In two high reversing rolling mills the rolls rotates in one direction and then in the other, so that rolled metal may pass back and forth through the rolls several times. This type is used in pluming and slabbing mills and for roughing work in plate , rail , structural and other mills.


These are more expensive compared to the non reversing rolling mills. Because of the reversible drive needed.
Two high non reversing mill:
In two high non reversing mills as two rolls which revolve continuously in same direction therefore smaller and less costly motive power can be used. However every time material is to be carried back over the top of the mill for again passing in through the rolls. Such an arrangement is used in mills through which the bar passes once and in open train plate mill.




2: Three high rolling mill:
It consists of a roll stand with three parallel rolls one above the other. Adjacent rolls rotates in opposite direction. So that the material may be passed between the top and the middle roll in one direction and the bottom and middle rolls in opposite one.
In three high rolling mills the work piece is rolled on both the forward and return passes. First of all the work piece passes through the bottom and middle rolls and the returning between the middle and the top rolls.


So that thickness is reduced at each pass. Mechanically operated lifted tables are used which move vertically or either side of the stand. So that the work piece fed automatically into the roll gap.
Since the rolls run in one direction only a much less powerful motor and transmission system is required. The rolls of a three high rolling mills may be either plain or grooved to produce plate or sections respectively.
3: Four high rolling mill:
It has a roll stand with four parallel rolls one above the other. The top and the bottom rolls rotate in opposite direction as do the two middle rolls. The two middle are smaller in size than the top and bottom rolls which are called backup rolls for providing the necessary rigidity to the smaller rolls.


A four high rolling mill is used for the hot rolling of armor and other plates as well as cold rolling of plates, sheets and strips.
4: Tandem rolling mills:
It is a set of two or three stands of roll set in parallel alignment. So that a continuous pass may be made through each one successively with change the direction of material.


5: Cluster rolling mills:
It is a special type of four high rolling mill in which each of the two working rolls is backup by two or more of the larger backup rolls for rolling hard in materials. It may be necessary to employ work rolls of a very small diameter but of considerable length. In such cases adequate of the working rolls can be obtained by using a cluster mill.

Extrusion Processes:
Extrusion is the process of confining the metal in a close cavity and then allowing it to flow from only one opening , so that the metal will take the shape of the opening. The operation is identical to the squeezing of toothpaste out of the toothpaste tube.
By the extrusion process, it is possible to make component which have a constant cross section over any length as can be formed by the rolling process. Some typical parts can be extruded are shown:


Compexity of parts that can be obtain by extrusion is more than that of rolling, because the die required being very simple and easier to make. Also extrusion is a single pass process,unlike rolling the amount of reduction that si possible in extrusion is large. Generally brittle materials can be very easily extruded. It is also possible to produce sharp corners and different angles. It is possible to gets shapes with internal cavaties in extrusion by the use of spider die. Large diameters, thin walled , tubler products with excellent concentricity and tolerance characteristic can be produced.
Types of extrusion:
1: Direct extrusion or forward extrusion
2: Indirect extrusion or backward extrusion
Direct Extrusion or Forward Extrusion
The equipment consists of a cylinder or container into which the heated metal billet is loaded. One end of the container, the die plate with necessary opening is fixed. From the other end plunger or ram compresses the metal billet against the container walls and die plate, thus the forcing it to flow of metal in the forward direction through the die opening.
Acquiring the shape of the opening the extruded metal is then carried by the metal is then carried b the metal handling system as it comes out of the die. A dummy block which is a steel disc of about 40mm thick with a diameter slightly less than container is kept between the hot billet and the ram to protect it form heat and pressure. In direct extrusion, the problem of friction prevalent because of the relative motion between heated metal billet and cylinder walls. To reduce this friction lubricants are to be used. To reduce the damage to equipment, extrusion is finished quickly and the cylinder is cooled before further extrusion.

Indirect extrusion or backward extrusion
In order to completely overcome the problem, the backward hot extrusion as shown in figure, in this process the metal is confined fully by the cylinder, the ram which houses the die also compresses the metal against the container , forcing it to flow backward to the die in the hollow plunger or ram.
It is termed backward because of the opposite direction of the flow of the metal. Thus the billet in the container remains stationary and hence produce no friction. Also the extrusion pressure is not effected by the length. In the extrusion press since the friction is not loss. The figure of the backward extrusion is shown;


Good strategies and working on metal roll forming applications.
ReplyDeleteAwesome Post , Impressive news this post is related about forging , type of forging and get knowledge about forging defect.
ReplyDeleteGreat share mate. But do you think that this same process is used by the industries??
ReplyDeletehttp://www.articlestem.com/forging-manufacturing-process/
I appreciate this post, points covered here that are very genuine. I think, "without desire we cannot learn anything", this point well explain in this post.
ReplyDeleteCabinet Handles India
I appreciate you for giving such an informative portal. Top cold rolling mill manufacturer in India
ReplyDeletenice information about Extrusion and its types Thanks
ReplyDeleteAs per study added by Value Market Research, the Cold forging is a manufacturing process carried below the recrystallization point, where workpiece is inserted into a die and squeezed with a second closed die to obtain the required shape. The advantages of cold forging such as highly finished products and less inexpensive process are driving the market growth. See More @ https://www.valuemarketresearch.com/report/cold-forging-market
ReplyDeleteFor the first time I actually read the whole blog and get so much detailed information which is mind blowing and for sure will share to my mates as well as and if any one wants information on UNS S31803 Duplex Plate can be given whole information here.
ReplyDeleteBest brass forging companies
ReplyDeleteManufacturer of Hydraulic Cold Press Manufacturer India - 50 Ton Hydraulic Cold Press Machine, 100 Ton Hydraulic Plywood Cold Press Machine offered by Woodmac Industries , Amritsar, Gujarat. We are largest Manufacturers and Exporters of Hydraulic cold press and laminate plywood cold press machine at Woodmac, Umaboy, Umiboy Ahmedabad, Gujarat, India.
ReplyDeleteVery appreciated! Your blog is written very skilfully and much described. Keep sharing such informative post. Please connect for more information about best rolling mills for sections and steel rolling mill manufacturers in India.
ReplyDeleteSuch a beautiful content, Please keep posting article like this
ReplyDeleteERP Software in Chennai
Your insights into hot and cold working in forging are valuable. We provide resources on various steel processes if you want to expand your knowledge. Remember to visit our site, where you can find information about 904L Stainless Steel ERW Pipes too!
ReplyDeleteYour insights into hot and cold forging are valuable. For enhanced performance, consider our site's products. We offer Bare Copper Conductors, ensuring excellent conductivity and reliability in various mechanical applications.
ReplyDeleteYour expertise in hot and cold forging is commendable. Enhance your projects further with our fasteners. Please explore our site for options like Incoloy 926 Fasteners, which guarantee superior strength and corrosion resistance.
ReplyDeleteThis comment has been removed by the author.
ReplyDeleteYour expertise in forging is commendable. Elevate your projects with our pipes. Check our site for options like
ReplyDeleteDuplex Steel 2205 Seamless Pipe, offering excellent corrosion resistance and strength for various mechanical applications.
Your expertise in forging is commendable. To enhance your projects, consider our stainless steel coils. Explore our ASTM A240 310s Stainless Steel Coil, offering high-temperature stability and reliability for mechanical applications.
ReplyDeleteThis detailed guide on stainless steel 441 sheet and coil was a great read. The information provided is quite comprehensive and helpful. If you're in the market for top-notch Sailma 350 Sheets products, take a look at what we have to offer on our website as well!
ReplyDeleteThe article on stainless steel 441 sheets and coils provided a comprehensive overview of their properties and uses. If you're planning to incorporate pipes into your project , you might want to explore the options we have available on our website as well. Our products are designed to meet various industry standards. visit on Super Duplex 2507 pipes
ReplyDeleteThe detailed guide on stainless steel 441 sheet and coil was a great resource for understanding their characteristics and applications. For those interested in procuring high-quality CNC Component, our website offers a range of options that might match your requirements. visit on Stainless Steel 316 CNC Component .
ReplyDeleteIt is very useful. I read your article. We have various range of Alloy 20 Rod, Alloy 20 Round Bar, Alloy 20 Wire, Alloy 20 Plate, Alloy 20 Sheet, Alloy 20 Valve, Alloy 20 Flange, Alloy 20 Fasteners, Alloy 20 Bolt, Alloy 20 Nut, Alloy 20 Washer offer premium quality
ReplyDeleteVery good article! Your post is really supportive for me thanks for delightful post. UNS S31803 Pipes
ReplyDeleteThis comment has been removed by the author.
ReplyDelete